

ВЕЗИВАЊЕ ЖИЦА
ИНФОРМАТИВНИ ЛИСТ БАЗЕ ЗНАЊА
Шта је жичано спајање?
Спајање жицама је метода којом се комад меке металне жице малог пречника причвршћује на компатибилну металну површину без употребе лема, флукса, а у неким случајевима и уз употребу топлоте изнад 150 степени Целзијуса. Меки метали укључују злато (Au), бакар (Cu), сребро (Ag), алуминијум (Al) и легуре као што су паладијум-сребро (PdAg) и друге.
Разумевање техника и процеса спајања жица за примене у склапању микроелектронике.
Технике/процеси клинастог лепљења: тракасто, термосонично куглично и ултразвучно клинасто лепљење
Спајање жицама је метода прављења међусобних веза између интегрисаног кола (ИЦ) или сличног полупроводничког уређаја и његовог кућишта или оквира за изводе током производње. Такође се данас често користи за обезбеђивање електричних веза у склоповима литијум-јонских батерија. Спајање жицама се генерално сматра најисплативијом и најфлексибилнијом од доступних микроелектронских технологија међусобног повезивања и користи се у већини полупроводничких кућишта која се данас производе. Постоји неколико техника спајања жицама, које обухватају: Термокомпресионо спајање жицама:
Термокомпресивно спајање жица (спајање вероватних површина (обично Au) заједно под силом стезања са високим температурама споја, обично већим од 300°C, да би се створио завар), првобитно је развијено 1950-их за микроелектронске међусобне везе, међутим, брзо је замењено ултразвучним и термосоничним спајањем 60-их година као доминантном технологијом међусобног спајања. Термокомпресивно спајање се и данас користи за нишне примене, али га произвођачи генерално избегавају због високих (често штетних) температура споја потребних за успешно спајање. Ултразвучно клинасто спајање жица:
Шездесетих година прошлог века, ултразвучно клинасто спајање жица постало је доминантна методологија међусобног повезивања. Примена високофреквентних вибрација (преко резонантног претварача) на алат за спајање, уз истовремено деловање стезне силе, омогућила је заваривање алуминијумских и златних жица на собној температури. Ова ултразвучна вибрација помаже у уклањању загађивача (оксида, нечистоћа итд.) са површина за спајање на почетку циклуса спајања и у подстицању раста интерметалних једињења ради даљег развоја и јачања везе. Типичне фреквенције за спајање су 60 – 120 KHz. Техника ултразвучног клина има две главне процесне технологије: Спајање великих (тешких) жица за жице пречника >100µm; Спајање финих (малих) жица за жице пречника <75µm. Примери типичних ултразвучних циклуса спајања могу се наћи овде за танку жицу и овде за велику жицу. Ултразвучно клинасто спајање жица користи специфичан алат за спајање или „клин“, обично направљен од волфрам карбида (за алуминијумску жицу) или титанијум карбида (за златну жицу) у зависности од захтева процеса и пречника жице; Такође су доступни клинови са керамичким врхом за различите примене. Термосонично спајање жица:
Тамо где је потребно додатно загревање (обично за златну жицу, са температурама спојних површина у опсегу од 100 – 250°C), процес се назива термосонично спајање жицама. Ово има велике предности у односу на традиционални систем термокомпресије, јер су потребне много ниже температуре спојних површина (поменуто је спајање Au на собној температури, али у пракси је непоуздано без додатне топлоте). Термосонично спајање куглица:
Још један облик термосоничног спајања жица је куглично спајање (погледајте циклус кугличног спајања овде). Ова методологија користи керамички капиларни алат за спајање уместо традиционалних клинастих дизајна како би се комбиновале најбоље особине и термокомпресионог и ултразвучног спајања без недостатака. Термосонична вибрација осигурава да температура међусобног споја остане ниска, док прва међусобна веза, термички компримована куглична веза, омогућава да се жица и секундарна веза поставе у било ком смеру, не у линији са првом везом, што је ограничење код ултразвучног спајања жица. За аутоматску производњу великих количина, уређаји за куглично спајање су знатно бржи од ултразвучних/термосоничних (клинастих) уређаја за спајање, што термосонично куглично спајање чини доминантном технологијом међусобног спајања у микроелектроници у последњих 50+ година. Тракасто спајање:
Лепљење тракама, коришћењем равних металних трака, доминирало је у РФ и микроталасној електроници деценијама (трака пружа значајно побољшање у губитку сигнала [скин ефекат] у поређењу са традиционалном округлом жицом). Мале златне траке, обично ширине до 75µm и дебљине 25µm, лепе се термосоничним поступком помоћу великог алата за лепљење са равном површином. Алуминијумске траке ширине до 2.000µm и дебљине 250µm такође се могу лепити ултразвучним поступком клина, јер се повећала потреба за међусобним везама са мањом петљом и високом густином.
Шта је златна жица за везивање?
Спајање златном жицом је процес којим се златна жица причвршћује на две тачке у склопу како би се формирала међусобна веза или електрично проводљива путања. За формирање тачака причвршћивања златне жице користе се топлота, ултразвук и сила. Процес стварања тачке причвршћивања почиње формирањем златне куглице на врху алата за спајање жице, капиларе. Ова куглица се притиска на загрејану површину склопа, примењујући и силу специфичну за апликацију и ултразвучно кретање фреквенције од 60kHz - 152kHz помоћу алата. Када се направи прва веза, жица ће се манипулисати на строго контролисан начин како би се формирао одговарајући облик петље за геометрију склопа. Друга веза, често називана шавом, затим се формира на другој површини притиском жицом и коришћењем стезаљке за кидање жице на споју.
Златне жице за спајање пружају метод међусобног повезивања унутар кућишта који је веома електрично проводљив, скоро ред величине веће од неких лемова. Поред тога, златне жице имају високу толеранцију на оксидацију у поређењу са другим материјалима жице и мекше су од већине, што је неопходно за осетљиве површине.
Процес се такође може разликовати у зависности од потреба склопа. Код осетљивих материјала, златна куглица се може поставити на другу површину лепљења како би се створила и јача и „мекша“ веза како би се спречило оштећење површине компоненте. Код уских простора, једна куглица се може користити као почетна тачка за две везе, формирајући везу у облику слова „V“. Када је потребно да жичана веза буде робуснија, куглица се може поставити на врх шава како би се формирала сигурносна веза, повећавајући стабилност и чврстоћу жице. Многе различите примене и варијације жичаног лепљења су готово неограничене и могу се постићи употребом аутоматизованог софтвера на Паломаровим системима за жичано лепљење.
Развој жичаних веза:
Жично спајање је откривено у Немачкој педесетих година прошлог века случајним експерименталним посматрањем и потом је развијено у високо контролисан процес. Данас се широко користи за електрично повезивање полупроводничких чипова са паковањем проводника, глава дискова са претпојачалима и у многим другим применама које омогућавају да свакодневни предмети постану мањи, „паметнији“ и ефикаснији.
Примене жица за спајање
Растућа минијатуризација у електроници је довела до
у спајању жица које постају важне компоненте
електронски склопови.
У ту сврху фине и ултрафине жице за спајање
злато, алуминијум, бакар и паладијум се користе. Највиши
захтеви се постављају у погледу њиховог квалитета, посебно у погледу
на једнообразност својстава жице.
У зависности од њиховог хемијског састава и специфичности
својства, жице за везивање су прилагођене везивању
одабрана техника и аутоматске машине за лепљење као
као и на различите изазове у технологијама монтаже.
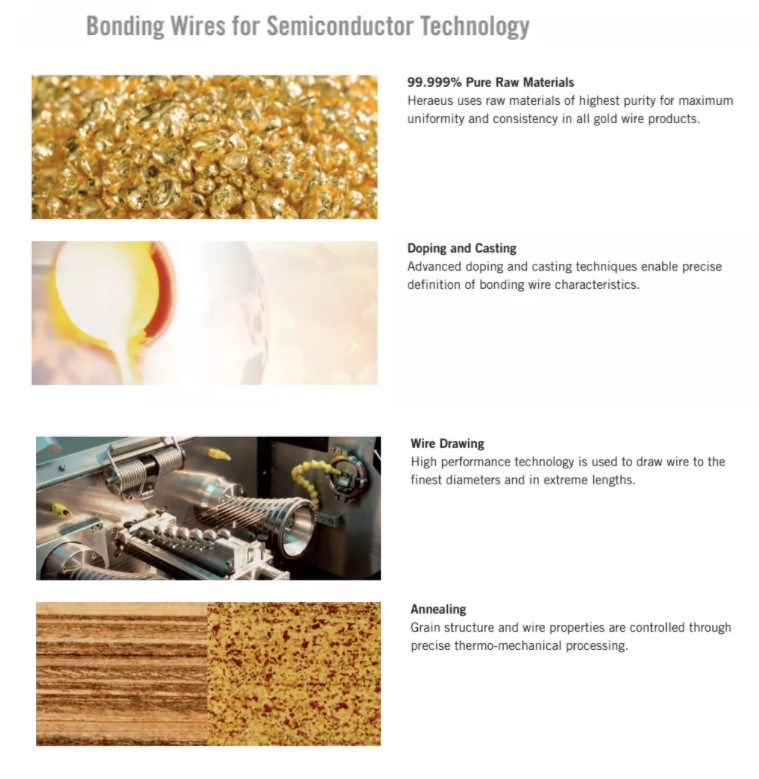
Хереус Електроникс нуди широк асортиман производа
за разне примене
Аутомобилска индустрија
Телекомуникације
Произвођачи полупроводника
Индустрија робе широке потрошње
Групе производа Heraeus Bonding Wire су:
Жице за спајање за примену у пластичним пуњењима
електронске компоненте
Жице за спајање од алуминијума и легура алуминијума
примене које захтевају ниску температуру обраде
Бакарне жице за спајање као техничке и
економична алтернатива златним жицама
Траке за лепљење племенитих и неплеменитих метала
електрични спојеви са великим контактним површинама.

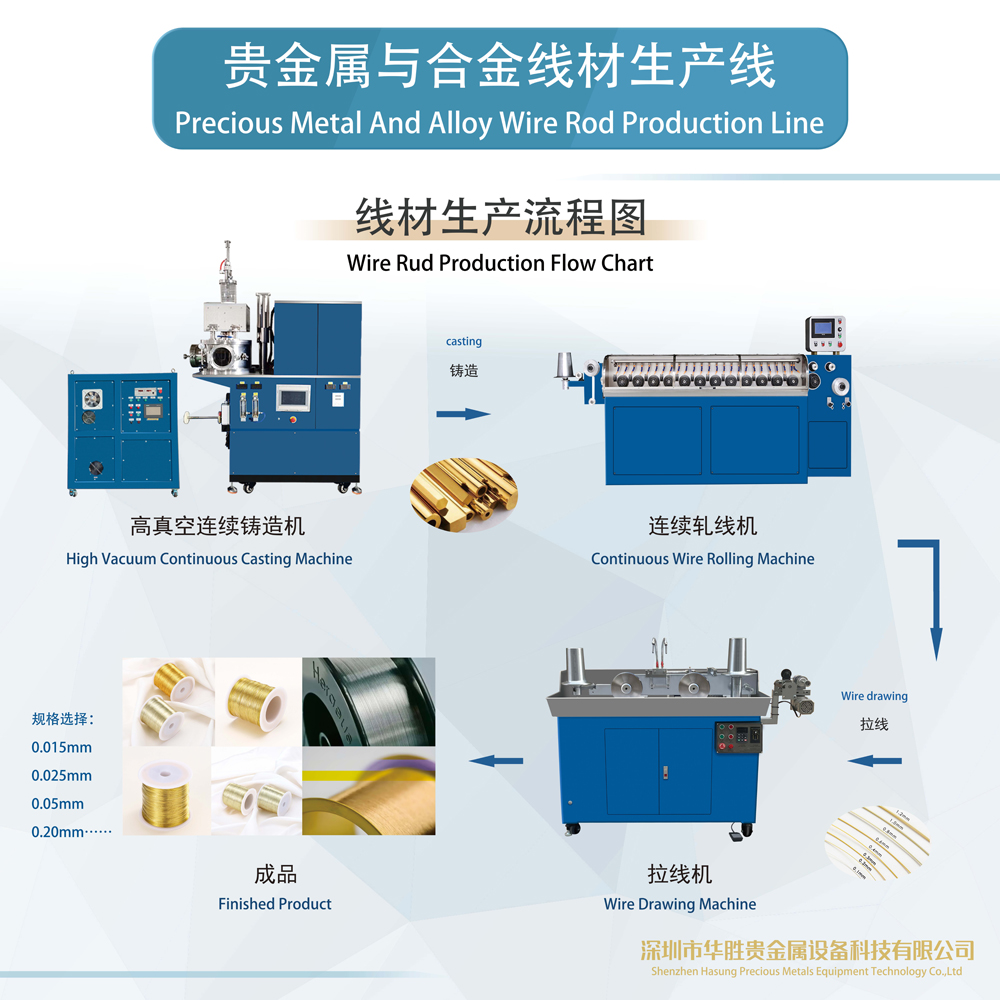
Производна линија за лепљење жица
Време објаве: 22. јул 2022.









